Phải làm sao khi hiệu quả cắt không tốt?
2025-04-22




Máy cắt laser sợi quang là thiết bị không thể thiếu trong sản xuất hiện đại. Các vấn đề như cắt kém chất lượng ở một số độ dày vật liệu, áp suất khí không ổn định hoặc đường dẫn quang học không thẳng hàng có thể ảnh hưởng nghiêm trọng đến năng suất. Việc giải quyết kịp thời những vấn đề này là rất quan trọng để duy trì tính liên tục của quy trình làm việc và tối đa hóa lợi tức đầu tư (ROI).
Hướng dẫn này tập trung vào các vấn đề thường gặp của máy cắt laser sợi quang sau bán hàng - kết quả cắt kém - và các giải pháp có cấu trúc của chúng tôi giúp kỹ thuật viên xác định nguyên nhân gốc rễ một cách hiệu quả. Với việc điều chỉnh thông số, tối ưu hóa vòi phun và kiểm tra phần cứng một cách hệ thống, người dùng có thể khôi phục hiệu suất tối ưu và đảm bảo đầu ra ổn định.
Sau một thời gian sử dụng, phản hồi của khách hàng về việc cắt thép cacbon có độ dày nhất định, máy cắt laser sợi quang cho hiệu quả cắt không tốt.
Phân tích nguyên nhân vấn đề:
1. Cần xác nhận với khách hàng, chỉ có độ dày của thép cacbon cắt kém, hay tất cả các độ dày của thép cacbon đều cắt kém, nếu chỉ có một độ dày của độ dày khác của vấn đề là không có vấn đề, sau đó nói chung chỉ cần một thông số mới gỡ lỗi; nếu tất cả các độ dày của hiệu ứng cắt là không tốt, sau đó cần phải được phân tích thêm:
2. Đối với mọi độ dày đều có tình huống cắt xấu, về cơ bản có thể loại trừ nguyên nhân gây ra sự cố từ thông số, cần phải điều tra cơ bản từ cấp độ tổng thể của máy, chẳng hạn như có hoàn thành hoạt động bình thường của việc sử dụng và thông số kỹ thuật hay không, có báo động hay không, có các điều kiện đặc biệt như va chạm cơ học dẫn đến hư hỏng chức năng hay không, v.v.
3. Nếu các kiểm tra cơ bản đã hoàn tất, thì chúng ta cần xem xét vấn đề về khí!
Giải pháp:
1. Đối với độ dày cắt bất thường nhất định, chỉ cần thay đổi các thông số, sử dụng vòi phun thích hợp, bằng cách thiết lập tốc độ phù hợp, loại khí, giá trị áp suất không khí, giá trị tiêu điểm, để tìm ra kết quả cắt tốt nhất và tiết kiệm!
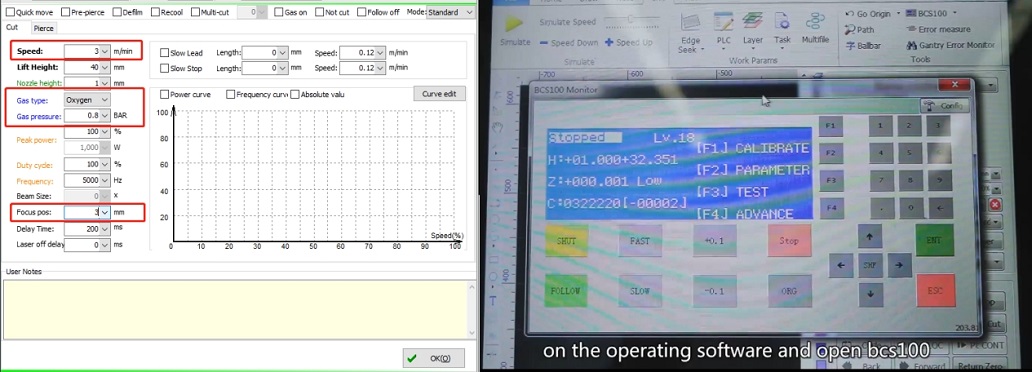
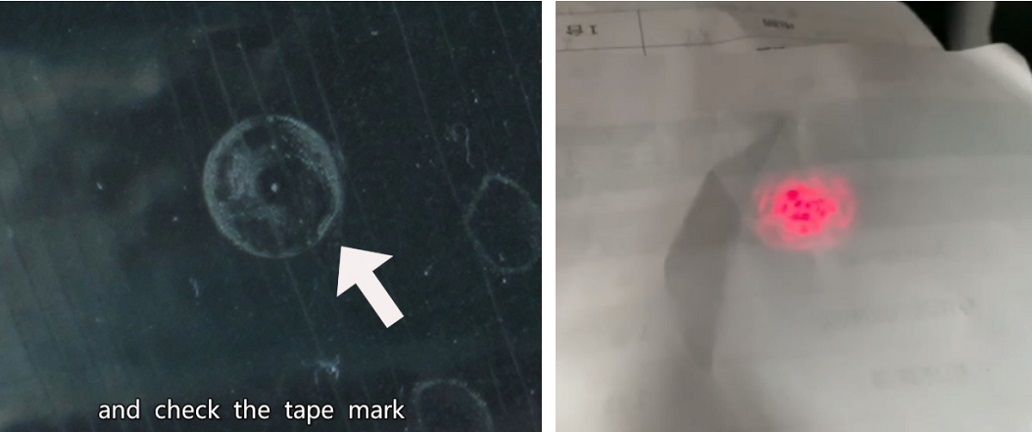
2. Đối với tất cả các độ dày cắt không tốt, cần hỏi khách hàng về những thay đổi trong quy trình cắt để tìm thông tin quan trọng và ưu tiên điều tra. Nếu không, chỉ cần kiểm tra tất cả các hạng mục cơ bản, bao gồm lựa chọn đầu phun có chính xác không, hiệu chuẩn đầu phun BCS100 đã hoàn tất chưa, đường dẫn quang học có nằm đúng tâm không, kiểm tra trạng thái đèn đỏ bằng giấy trắng để xác định xem thấu kính bên trong đầu laser có sạch không, v.v.
3. Nếu tất cả các hoạt động hàng ngày của kiểm tra dự án cơ bản đã hoàn thành, vấn đề vẫn chưa được giải quyết, thì bạn cần kiểm tra xem áp suất không khí đầu ra của máy cắt laser sợi quang của đồng hồ đo oxy có ở mức 0,8MPA và ổn định mà không có hiện tượng rò rỉ hay không; thử thổi để kiểm tra giá trị van tỷ lệ oxy với cài đặt áp suất không khí thổi để khớp, chẳng hạn như không khớp, bạn cần kiểm tra phần mềm máy cắt laser sợi quang để biết các cài đặt áp suất không khí khác nhau tương ứng với giá trị điện áp của giá trị thực tế của phần mềm, sau đó phần mềm để hiệu chỉnh áp suất hoặc liên hệ với nhà sản xuất Liên hệ với nhà sản xuất để loại trừ chức năng của van tỷ lệ; nếu vấn đề vẫn chưa được giải quyết, cần thay thế oxy theo yêu cầu rằng độ tinh khiết của oxy được sử dụng để cắt là hơn 99,95%.